




VMC-95/115/116
|
 |
1.主軸採用大跨距設計配合精密級斜角滾珠軸承,高速高精密設計。 2.直結式主軸10,000/12,000/15,000rpm,最低噪音、最小震動、切削表面最佳化。 |
 |
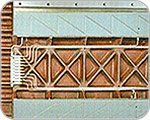
VMC-95/115底座為一體四滑軌重型設計,能承受大負載,仍維持高精度。 |
 |
提供三種不同的主軸設計,配合模組化的頭部設計,搭配6,000/8,000/10,000rpm 皮帶傳動式主軸,加上經過動平衡校正的皮帶輪,配合高張力的齒型皮帶傳動,不打滑,確保在高轉速的狀況下仍然平順運轉,並可大幅減低傳動噪音及熱量產生。 |
 |
1. 頭部立柱加長結合面達1:1最佳化設計提高切削剛性。 2. 配合頭部鑄件之主軸上下支撐跨距大,高剛性設計,可抵消大部分切削震動,延長主軸壽命,減少切削刀具成本。 3. 配合交換刀臂式刀庫,換刀時間短。 4. 浮動式退刀機構,免除換刀時主軸軸承承受退刀衝擊力,提高主軸耐用度及剛性持久度。 |
 |
Agma委託PMC針對機台三軸行程部分採用百分之百全檢,檢驗標準為VDI 3441 3 來回六次全行程檢驗,確保機台之精度與檢驗之公正性。 |
 |
採用容積式配油器,配合鋁合金油管,平均注油點,使遠端、近端注油點注油量均一,防止滑動面潤滑不均的現象。 |
 |
採用循圓測定儀/Renishaw,校正真圓度及機台幾何精度,藉此檢驗能確保機台之運動精度。 |
 |
採中央潤滑系統脫壓式注油方式,配合PLC之程式控制注油時間,方便查看油表及油的添加,確保機台精度及壽命。 |
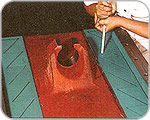 |
日系鏟花技術配合獨特的*字型鏟花及Z字型油溝,讓滑動面產生均勻的油膜,消除快速移動時的漂浮現象及切削進給的起動黏滯現象。 |
 |
在配合精細獨特的*字型的鏟花作業後再使用扭力計用科學的方法做滑軌接觸面磨擦係數檢驗,確保鏟花貼合率達合格標準以上,並在最自然的狀況下組裝以達到平順進給,增加機台精度使用壽命。 |
 |
高效能的主軸冷卻機能有效地將主軸在高速運轉時所產生熱能的油快速帶離,有效冷卻確保主軸高速運轉的精度及壽命。 |
 |
1. 電氣箱內的強電盤走線整齊且設計符合安全規範。 2. 各繼電器皆有清楚的序號標示,以模組化、系統化設計規劃,方便維修。 |
 |
當過行程發生時,避免法蘭、馬達座及軸承座直接碰撞,並可防止馬達座及軸承座位移。 三軸均採用C2級雙螺帽預壓之精密滾珠螺桿,配合兩端支撐座的預拉設計,能消除傳動背隙,並預先補償溫升所造成之誤差,確保定位精度和重複定位精度。 |